






There are almost as many ways of cutting and corresponding equipment as there are types of different materials (hard, soft, brittle and other). Waterjet cutting machines are able to accurately and effectively handle any.
1 Waterjet cutting machines - the technical embodiment of advanced technology
Hydro-abrasive cutting is a unique, one of the most effective technologies for processing materials, based on the natural process of water erosion (gradual destruction, leaching of soils and rocks). When working as a cutting tool, water is used, the effect of which on the material is repeatedly enhanced by the abrasive added to it. But the most important thing is that this mixture is emitted under high (up to 6000 atm) pressure and at a tremendous speed (800–1000 m / s - 3 times higher than the speed of sound in air).
At the physical level, the essence of the cutting mechanism is the destruction of the material by the high-speed flow of the abrasive component of the jet, which is accelerated and delivered to the place of treatment with water. When this occurs, the separation and leaching of cutting particles of material from the cavity while simultaneously cooling the treatment area.
The stability of the outflow of a two-component jet (abrasive with water) and the effectiveness of its impact are maintained by an optimal ratio of cutting parameters, including water flow and pressure, as well as the size and flow rate of particles of abrasive composition.
The hydroabrasive jet can cut almost any kind of materials:
- ferrous, non-ferrous metals and alloys;
- alloyed hard steel and alloys (including heat-resistant, stainless);
- composite materials;
- artificial, natural stones (marble, granite, and so on);
- ceramic materials (tile, porcelain tiles);
- ordinary glass, composite (triplex, reinforced, bulletproof glass, glass fiber and the like);
- transparent, porous materials;
- concrete, reinforced concrete;
- honeycomb and sandwich designs.
Soft materials (foam rubber, polyurethane and other foams, cardboard, plastics, leather products, fabrics, etc.) are only cut with water, without adding abrasive. Also, this method is used in the food sector - for portioning and cutting food.
For waterjet cutting designed special equipment - waterjet cutting machines. The principle of their work is as follows:
- water compressed by a high-pressure pump (one of the main components of the equipment) up to 4000 atm or higher passes through a nozzle that forms a jet with a diameter of only 0.2–0.35 mm supplied to the mixing chamber;
- in the mixing chamber, water is mixed with abrasive material (garnet sand, as a rule), and then passes through another carbide nozzle, whose diameter is 0.6–1.2 mm;
- from the second nozzle, a stream of an abrasive mixture with water emerges at a speed of approximately 1000 m / s and hits the surface of the workpiece;
- the work process is characterized as “cold cutting” - it is not accompanied by heating of the work piece to be processed.

A typical machine consists of nodes:
- Corps.
- Tank with water from 2 m 3 and more.
- A pump that pumps high pressure fluid from the storage tank to the cutting zone.
- Hose through which water is transported.
- Tanks for filling, feed system and mixing with water abrasive.
- Water "cutter", which is a nozzle with a nozzle. Automation adjusts the throughput and other parameters of the torch.
- Desktop, which is attached to the workpiece, located in a special bath.
- Protective casing.
- Automatic control unit (CNC) - coordinates the movement of the desktop and the water cutter, controls and sets the parameters of the process.
2 Installation of waterjet metal cutting - design features
Installation of waterjet cutting is as unique as the technology itself, incomparable in design with any known equipment for this type of processing products. Its first feature is the presence of a working bath, in which cutting takes place, having the following elements:
- Stainless steel support legs are designed for easy, quick replacement when wear and tear occurs.
- Quick-release ribs to support the material being cut. They are installed on bearing supports and provide their protection against hydro-abrasive jets.
- The system of speed dialing, water release, which provides processing of workpieces completely immersed in the aquatic environment - the working area is protected from the resulting dust (remains in the water) and noise, the level of which decreases to 65 dB.
The next feature is an abrasive tank, which provides ease of handling equipment:
- the design allows you to replenish the stock of abrasive material even during the installation operation - a significant time saving;
- equipped with abrasive volume sensors.
It has its own characteristics and system of movement:
- At the machine console design, equipped with a belt drive that performs movement along the axes.
- The belt drive is most adapted for use on waterjet machines, as it is practically not afraid when abrasive material gets into it. The drive is easy to use, and in case of wear it is easy to replace.
- High positioning accuracy (± 0.025 mm) is provided by inductive linear sensors.
- Axial movement is carried out along linear guides, which ensures smoothness of speed and stroke, positioning accuracy.

The most important waterjet unit is a high-pressure pump, which compresses and delivers water to the work area. Automatic control of all parameters of the cutting process is performed by the CNC system. For the convenience of quick and accurate adjustment or binding, all machines are equipped with a hand-held remote control with a handwheel.
The system of maintaining a constant gap is a special contact mechanism that moves along the sheet and ensures the maintenance of the optimal distance between the surface of the product and the focusing tube. This contributes to the quality and accuracy of the cut, and also prevents the danger of the tube colliding with the workpiece.
Special design of machines - angular head:
- provides the mobility of the cutting head in 2 planes with rotation at angles of inclination up to 60 ° inclusive - this allows you to process curved surfaces, chamfers, to compensate for the taper during processing;
- the design provides that when chamfering or compensating for tapering, the movement only takes place along 1 rotary axis - this ensures the angle invariance and high accuracy;
- complex surfaces can be processed simultaneously in 5 coordinates.
The machine for hydroabrasive metal cutting is equipped with a loading system for the material being processed. The most common are:
- Crane beams equipped with mechanical or vacuum grippers. As the power plant is used telpher.
- Hydraulic, pneumatic lifts with adjustable levers, which support the material in the most important places - are widely used when working with fragile materials.

Sensor controlling the flow of abrasive composition:
- Checks the amount of incoming abrasive during processing - the cut can be performed without the presence of the operator.
- Provides a stop of work of the machine at hit of foreign materials (not provided fractions or the rest of burlap) in the cutting head. The allowable range is set from the operator's stand (can be changed during processing).
On the machine, if necessary, you can install an ultrasonic or laser system for scanning the surface of the workpiece. The device detects surface irregularities of the workpiece and thus ensures the maintenance of the required clearance, as well as maximum cutting accuracy.
The hydroabrasive equipment can be equipped with a device for removing abrasive:
- consists of a pump and a sump tank;
- a distinctive feature is the use of a membrane-type pump, which is easy to maintain and is most suitable for use in aggressive environments;
- convenience of work is ensured by the fact that the tank for abrasive is equipped with quick-detachable connectors for easy connection of the hoses, and is also adapted for transportation by a loader or a crane beam.
3 Advantages and disadvantages of waterjet technology
Equipment for waterjet cutting provides the following advantages, processing advantages:
- the workpiece is not exposed to thermal effects (in the cutting zone 60–90 ° С) - the absence of temperature deformation, burning and melting of the material on the edges and in the area adjacent to the section; alloying elements of alloys and steels do not burn out;
- material losses during the cutting process are significantly smaller than with other processing methods;
- a wide range of processed materials, thicknesses (up to 150-300 mm and more);
- high cutting quality (surface roughness Ra 1.6) - no additional processing is required;
- high accuracy - the minimum distance from the cut to the hole or edge of the workpiece is 0.5 mm (record in machining);
- processing circuit can be of any level of complexity;
- high cutting efficiency of sheet materials with a thickness of more than 8 mm;
- the possibility of batch (in several layers) cutting thin-sheet materials, which significantly improves performance, including by reducing the total length of idle passes of the cutting head;
- processing takes place without a significant mechanical load on the product - no deformation, destruction of brittle materials and savings on the fixing, fastening assemblies even when cutting thin-walled parts;
- ecological purity of technology, the absolute absence of emissions of harmful gases, as well as chips, dust, scale, smoke, etc., usually accompanying cutting;
- full explosion and fire safety of the process;
- no cutting tools (according to the traditional interpretation) - there is no need to periodically restore the sharpness of the tool and replace it as it wears;
- the working capacity of the “cutting” tool is restored by pumping water and replenishing the abrasive.

Disadvantages caused by the features of the technology:
- limited resource of the cutting head, individual components;
- processing speed of thin steel is not high enough;
- automotive and aviation industry;
- in the manufacture of electronic components, food, foam;
- in the manufacture of fiberglass seals and products;
- in the processing of metals, special and exotic materials;
- work with stone, glass;
- artistic cutting of textiles, metal and other materials;
- manufacture of insulation products.

Traditional thermal methods of cutting are simply powerless for large thicknesses, and mechanical ones are less effective and accurate. titanium, copper, aluminum, stainless steel is very problematic. Stone or some fiber laser materials are not at all in the teeth. For plastics that are coated with metal, waterjet technology is often the only processing method, as it does not adversely affect the surface.

Examples of industrial use where water jet cutting is particularly effective:
Installation (machine) of water-jet cutting usually consists of the following nodes:
- high pressure station (pump);
- cutting head (two or more cutting heads);
- high pressure pipelines;
- coordinate table with a bath and drives the movements of the cutting heads;
- abrasive feed system;
- tank settling tank;
- control system.
Picture. Water jet cutting machine
Via high pressure pump water is compressed to the required pressure and then supplied to the cutting head through pipelines. Cutting head provides the transformation of the energy of water, compressed under high pressure, into the kinetic energy of a high-speed water-abrasive jet and its final formation as a cutting tool.
Abrasive dosing system It consists of an abrasive hopper under pressure, a dosing device and an abrasive feed into the cutting head, equipped with a mini-hopper, as well as flexible connecting hoses.
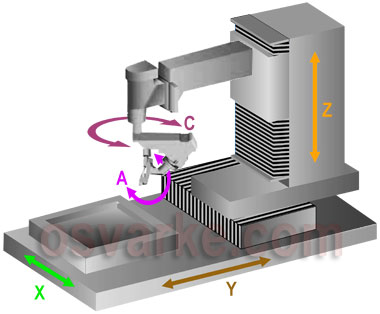
Coordinate table (with displacement drives) is designed to accommodate workpieces and positioning cutting heads, and bath - to receive water jet and waste treatment. In installations for complex cutting of parts, the cutting head can be moved along 5 axes: standard X (forward-backward), Y (left-right), Z (up-down) axes, and A (tilt angle) and C axes (rotation around the Z axis).
The water drained from the bath of the coordinate table flows into tank sumpwhere it is cleaned of sludge - used abrasive and small remnants of the processed material.
Cutting process control usually performed with a personal computer (computer).
High pressure pumps
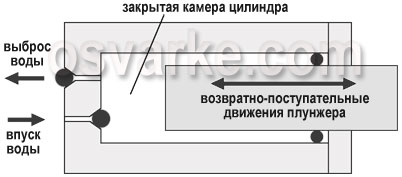
The pumping of ultra-high pressure water in the pump is carried out due to the reciprocating movements of the plunger — an elongated cylindrical displacer. The plunger pushes into the closed chamber of the cylinder to increase the pressure, which leads to the compression of water. When the required pressure is reached, the unidirectional valve opens and a part of the compressed fluid is ejected. Then the outlet valve closes and the plunger begins to move in the opposite direction under the pressure of expanding water. At the same time, the water pressure decreases to the pressure level at the inlet, and the inlet unidirectional valve opens.
Depending on the method of actuating the plunger, there are two types of ultra-high pressure pumps:
- direct action and
- multiplicative ("reinforcing") type - they are also called booster.
Direct acting pumps have a simpler design.
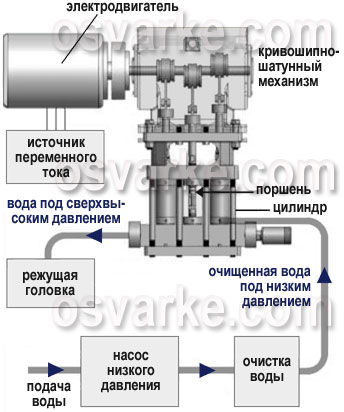
Picture. The use of a direct-acting pump in a waterjet cutting machine
The feed pump creates a preliminary low water pressure. Then the water is cleaned and fed to the high pressure pump. The motor drives the three pistons, alternately pushing water from the cylinders.
Direct-acting pumps are relatively cheap, allow you to smoothly increase the pressure and have very high efficiency - up to 95% or more. However, the water pressure generated by such pumps usually does not exceed 3800 atmospheres.
Higher water pressures (up to 4,150 or 6,000 bar) are capable of creating multiplier (booster) type pumps.
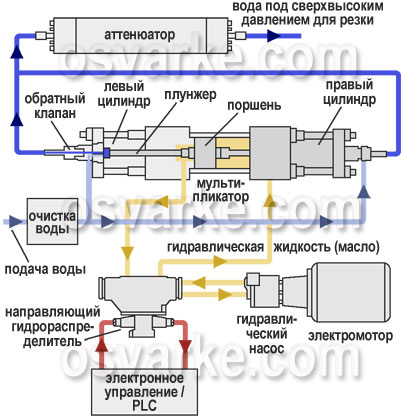
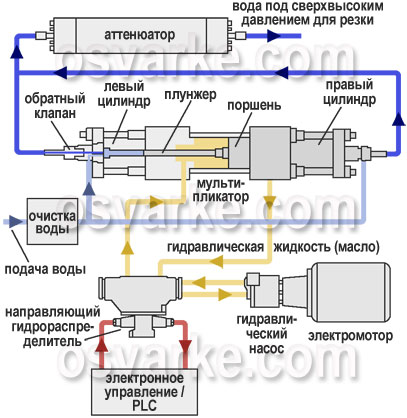
Drawings. Extrusion of ultra high pressure water alternately from the left (upper figure) and right (lower figure) cylinders in a multiplier-type pump
The piston is driven in one or the other direction by the oil supplied under the primary pressure (usually about 207 atmospheres), which is created by a hydraulic pump. The area of each of the bases of the piston can be 20 times the area of the working surface of each of the plungers. As a result, the pressure of the water pushed out by the plungers alternately from the chambers of both cylinders is 20 times higher than the primary oil pressure. While water is discharged from one high-pressure chamber, low pressure water enters the opposite chamber, etc.
The attenuator (battery) smoothes the water pressure pulsations and ensures its continuous flow for the cutting process.
Multiplier-type pumps are structurally more complex and require cooling.

A photo. Jet Edge iP60-100 pump with two multipliers (left) and a system of two direct-acting OMAX P4055V pumps (right) used in waterjet cutting machines
Additional devices
Water treatment system. It is intended mainly for water softening and its purification from undesirable impurities (containing iron, silicon, manganese, etc.), which reduce the service life of the water nozzle and seals for high pressure. In addition, it can provide a reserve of water, the required temperature and pressure of water supplied to the high-pressure pump, and can also be used to cool the multiplier pump.
Collision Avoidance System. It is used to eliminate the possibility of collision of the cutting head with the workpiece with surface roughness. The mixing tube is protected by a protective ring connected to the shock sensor. When a collision is fixed, the motion of the cutter stops, and it retains its working capacity after removing the obstacle.
With the controlled Z axis, it is possible to use cutting head height control systems, allowing to constantly maintain a very close distance between the cutting head and the surface of the workpiece, which significantly increases the speed and accuracy of processing.
Optical locator. It consists of a miniature waterproof video camera that can accurately determine the coordinates of any points on the surface of the workpiece, and a program for recalculating the coordinates of points after reinstalling or moving the product. As a result, this system records the location of the part in memory and allows you to continue to cut along the same contour both as a workpiece moved arbitrarily with dimensions much larger than the dimensions of the coordinate table, and temporarily deferred workpiece.
Bath water level control system. Designed to raise the water level during cutting and lowering it to the initial level at the end of the process. This significantly reduces the level of noise, splashing of the cutting stream and release of abrasive dust into the air. For effective cutting under water, its layer above the workpiece must be very thin. So, with a 1mm thickness of the covering layer, the jet power is already reduced by about 5%.
It is also possible to use a sludge removal system, a laser pointer for positioning the cutter, a remote installation monitoring system, a drilling head, and other additional components.
Consumables
The table below shows the average resource values of consumables for steel cutting at BarsJet installations (development - NPO BARS, production - Delta-Intech LLC, Chelyabinsk region, Kazantsevo settlement). Actual values depend on the mode of operation of the machine, primarily from the working pressure of the pump. So, when processing glass, the operational resource will be more than when processing steel or titanium.
Table. Average resource values of consumables obtained from the statistics of operation of BarsJet units (with Thueringer multiplier type pump and Thueringer cutting head) for waterjet cutting of steel (data from TekhnoAlyansGroup, Moscow)
| Accessories | Average value of a resource of operation (hours) |
| Water nozzle | 60 |
| Mixing tube | 80 |
| Lattice on the coordinate table | 150 |
| Seal Kit for Multiplier | 200 |
| Carriage grease | 200 |
| Abrasive feed tube | 250 |
| Valve "fungus" (minibunker) | 250 |
| Water filter element for the cutting head | 300 |
| Assembling the input and output valve multiplier | 500 |
| Seal kit for the hydraulic part of the multiplier | 500 |
| Seal Kit for Dump Valve | 500 |
| Set of seals for the cutting head | 500 |
| Mixing chamber (cutting head) | 600 |
| Hydraulic Fluid (Oil) British Petroleum Energol HLP-HM 46, 208 L | 2000 |
| Water filter elements (1, 5 and 20 microns) | as pollution |
| Granulated salt for water softening system | as far as spending |
| Turmopast Lubricant | as far as spending |
| Abrasive sand | as used (highest costs) |
Equipment for waterjet cutting
Water-jet cutting machines are manufactured by Flow (USA), OMAX (USA), Jet Edge (USA), PTV (Czech Republic), Water Jet Sweden (Sweden), Resato (Holland), Bystronic (Switzerland), Caretta Technology (Italy), ALICO (Finland) and others. Among the well-known manufacturers of machine components: KMT, AccuStream (USA - ultra-high pressure pumps, cutting heads, abrasive feeders, etc.), as well as UHDE (Germany), Thueringer (Germany), BHDT (Austria) and others

A photo. Installation OMAX 60120 JetMachining Center (top) and Maxiem 1530 (bottom)
In Russia, water-jet cutting machines from domestic and foreign components are manufactured by Delta-Intech LLC (developed by NPO BARS).
Table. Information about the installations and machine tools for waterjet cutting
| Name | High pressure pumps |
| Portal type Flow WMC2 with modifications (USA) | Direct-acting Flow HyPlex and booster type Flow Series 20x, 25x, HyperJet, etc., depending on installation or choice |
| Portal console type Flow IFB2 with modifications (USA) | |
| OMAX JetMaching Center 2626, 2626 | xp, 2652, 5555, 55100, 60120, 80160, 80X and 120X series (US) | Direct acting OMAX P3050V, P3055V, P4055V, P4055V Dual (dual pump system) depending on the machine |
| Maxiem 0707, 1515, 1530, 2030, 2040 (brand from the company OMAX, USA) | Direct acting (3450 bar) |
| PTV with models of D, New Line, Smart Jet, Dynamite, Free Beam series (Czech Republic) | Booster PTV JETS - 2.2 / 60, 3.8 / 60 Compact, 3.8 / 60 Classic, 7.5 / 60c depending on the installation |
| Water Jet Sweden NC1000, NC2515S, NC3015CT, NC3015EB, NC3030T, NC4020E, NC3520S-5x, NC3515D-5x, NC4060Q, NC4492D, NC40180T, etc. (Sweden) | Booster KMT StreamLine (USA) of various modifications |
| Caretta Technology POSEIDON WATERJET, MODULA series with various modifications, etc. (Italy) | Booster KMT StreamLine series SL-V and Pro (USA) depending on the machine |
| Resato R-LCM 1515-1 (1500 x 1500 mm, one cutting head), 2010-1, 2015-1, 2020-1 / 2, 3015-1 / 2/3, 3030-1 / 2/3, 3060- 1/2/3 and others (Holland) | Booster Resato Powerjet PJE with various modifications (pressure up to 4000 bar) and Ultrajet (up to 6000 bar) depending on the installation |
| BarsJet 1510–3.1.1, 2010–3.1.1, 2015–3.1.1, 2515–3.1.1, 3020–3.1.1, 2040–3.1.1, 2060–3.1.1 (Russia) | Booster BarsPump – 4000 (Russia) or production Resato (Holland), UHDE, Thueringer (Germany), BHDT (Austria), etc. |
Type of cutting, which is carried out using a jet of water under high pressure or a jet of water with an abrasive material. The advantages of waterjet cutting are primarily in the fact that you can handle almost any material, even the hardest and most durable, and also reduce material loss, high environmental friendliness of the method and high cutting quality (determined by the degree of roughness).
This method of cutting appeared relatively recently, but quickly gained popularity and is used in various industries due to its versatility. It is optimal for working with expensive titanium alloys, and for ceramics, for example, it is the only possible method of cutting. In this case, not only the method itself, but also the equipment itself, water-jet cutting machines can be used to process completely different materials: from sheet metal and concrete to glass and laminated plastic.
The waterjet cutting machine is equipped with a cutting head (one or several) through which water flows out under high pressure. The function of focusing the water jet is performed by a special valve with a hole made of high-strength gemstone - most often it is diamond or sapphire, the hardest substances in the world. Coming out of the hole, the water enters the mixing chamber, where an abrasive is added to it - for example, garnet sand. Then the abrasive mixture is directed through a special tube to the part. Water cutting machines can also work on clean water, without abrasive.
The equipment for hydroabrasive cutting of the latest generations is developed using advanced technologies in this field, which significantly increases the efficiency of installations and allows you to process materials with a high degree of accuracy, efficiently and quickly.
Hydroabrasive stone cutting - "Water wears away a stone." This wise proverb has found its effective use in the modern world. With the help of a water jet under high pressure, the most difficult tasks of cutting stone, both natural and artificial, are being solved today. Stone is the personification of reliability, durability, and durability. With its versatility, the stone can be used in any interiors, perfectly combining with various styles in the design of the premises.
Any stone is quite a difficult material for processing, cutting a stone is a complex technological process. For straight cuts, mechanical tools such as a grinder and a band saw, as well as milling machines, are commonly used. In this case, the edge of the slab (stone products) must be further processed after cutting, since the edge (especially when cutting porcelain stoneware) will have chipped and microcracked. For cutting stone on a curved line used water-jet cutting machines. At the same time, the cut quality is very high, and additional processing of the product edge is not required.
The cutting line when using water-jet equipment can be of any complexity, which allows to realize the most diverse artistic ideas of designers and architects. This feature is used to create colorful decorative and mosaic panels, ornate ornaments, consisting of an arbitrary number of elements, cut and assembled together.
The production of the finest elements of stone products has become possible due to the fact that the efforts to cut stone using a water-jet cutting machine are quite small. This makes it possible to use even agglomerate as a starting material.
A wide range of opportunities for water-jet cutting of stone determines its widest range of applications and allows us to strengthen our position every day among companies engaged in both construction and production of decorated stone products.
May 27, 2011
Today's life is fundamentally different from the one that lived only 10 years ago. Progress is moving steadily forward, and today it is simply impossible to imagine yourself without the latest technologies. Day after day we meet with innovations (nanotechnologies, cars and robots, curly cutting of metal, tiles, stone, mirrors).
In modern life, innovation is the first assistant of any designer, technologist, and engineer. To live at the speed of the 21st century, it is often necessary to turn to the latest developments. The continuous expansion of the range of structural metal, non-metallic and composite materials in industry and construction necessitates the creation of fundamentally new technologies for separation cutting and processing of such materials. At present, after cutting metal on modern equipment, it is necessary to process a rough edge on the parts obtained. If metal cutting is performed on a waterjet cutting machine, you can save time on material processing. The newest technology of hydroabrasive cutting (water cutting) with figure cutting allows you to get the finished part without additional processing. Hydroabrasive cutting is an interesting technological alternative to the traditional methods of separation cutting - gas-oxygen (autogenous), plasma-arc and laser.
 This technology is based on cutting materials with a water jet under strong pressure (therefore, instead of the term “waterjacking”, they often use “water cutting”). It is suitable even for very fragile, crumbling materials (for example, glass). Hydro-cutting is also used for thick or thick materials (cutting granite, stone, tile and metal).
This technology is based on cutting materials with a water jet under strong pressure (therefore, instead of the term “waterjacking”, they often use “water cutting”). It is suitable even for very fragile, crumbling materials (for example, glass). Hydro-cutting is also used for thick or thick materials (cutting granite, stone, tile and metal).
Water cutting - waterjet cutting without the use of abrasive. It is used in electronic, food, automotive industry, etc.
The method of hydroabrasive cutting of metals and materials has been around for 20 years. The essence of the method is simple. The basis of the principle of water-jet cutting is a method of separating metals and materials using a high-pressure water jet.
Material for cutting (metal, stone, glass, rubber, foam rubber, etc.), as a rule, is located on the coordinate table. The coordinate table is the second component of the waterjet cutting machine and allows you to move the cutting head with high precision in two coordinates. A portal is moving above the table in the X direction, on which, in turn, a trolley is mounted moving in the Y axis direction, and on this trolley there is a working head with a cutting nozzle capable of moving in the Z axis direction. Currently it is designed and finds a wide use of equipment for cutting with water in three different directions, the so-called 3D heads, which allow cutting of blanks in three coordinates.  The technology of cutting metal with water is often compared with such methods of cutting metals as laser and plasma cutting. In this regard, it is necessary to say that plasma and laser cutting and the method of water-jet cutting differ fundamentally, i.e. not only quantitatively, but first of all qualitatively. The cutting accuracy provided by water cutting combined with the cold character of the cut and the complete absence of both mechanical and thermal effects on the cutting area (which is especially important when cutting titanium) provide unique opportunities for pattern cutting of materials. With the method of water-jet cutting, the hardest materials as well as their various combinations can be processed with high precision and productivity.
The technology of cutting metal with water is often compared with such methods of cutting metals as laser and plasma cutting. In this regard, it is necessary to say that plasma and laser cutting and the method of water-jet cutting differ fundamentally, i.e. not only quantitatively, but first of all qualitatively. The cutting accuracy provided by water cutting combined with the cold character of the cut and the complete absence of both mechanical and thermal effects on the cutting area (which is especially important when cutting titanium) provide unique opportunities for pattern cutting of materials. With the method of water-jet cutting, the hardest materials as well as their various combinations can be processed with high precision and productivity.
The water-jet cutting method is extremely versatile in the sense that it allows machining with equal precision both large and small parts with different flatness. The range of possible waterjet cutting speeds (i.e., the actually adjustable range of speeds of movement of the cutting head above the table) ranges from 1 to 10,000 mm per minute, which makes it possible to produce high-quality and precise cutting on the same installation of parts of very different sizes and thicknesses.
The computer software of the water cutting technology allows you to program the cutting of any contours specified in AutoCAD systems.
Hydroabrasive cutting is today the most efficient, flexible, environmentally friendly and energy-saving method. Due to its qualities: the simplicity of the method, accuracy, versatility and low cost, progressive technology of water-jet cutting is becoming more widely used throughout the world, and in recent years has successfully established itself in Russia.
The physical essence of the hydroabrasive cutting mechanism consists in the detachment and ablation of the particles of the main (cut) material from the cutting cavity by a high-speed flow of solid particles hitting and sliding along the cutting surface. The stability of the outflow and the effectiveness of the impact of a two-phase jet are ensured by an optimal particle size of 10–30% of the diameter of the cutting jet. As an abrasive, powders of hard-alloy alloys, carbides, oxides are usually used. The choice of abrasive depends on the type and hardness of the material being cut. So, especially hard garnet particles are used for high-alloy steels and titanium alloys, the corresponding fractions of ordinary sand are used for glass, and silicate slag particles for glass-reinforced glass or carbon fibers. Due to the peculiarities of the water-jet cutting process, a very small cutting width and a small amount of material going to waste, as well as a high quality of the cutting surface, approaching the quality of rough milling, are ensured.  The range of materials for the cutting and processing of which modern water-jet cutting technology is applicable is almost unlimited. The efficiency of hydroabrasive cutting of various classes of alloyed steels and alloys is significantly higher compared with the processes of laser and plasma cutting and is almost comparable to the gas-oxygen cutting of low-carbon structural steels. The hydroabrasive jet successfully cuts steel with reinforcing coatings; When cutting soft metals and composites, it is sometimes necessary to further clean the cut surface from stuck abrasive particles.
The range of materials for the cutting and processing of which modern water-jet cutting technology is applicable is almost unlimited. The efficiency of hydroabrasive cutting of various classes of alloyed steels and alloys is significantly higher compared with the processes of laser and plasma cutting and is almost comparable to the gas-oxygen cutting of low-carbon structural steels. The hydroabrasive jet successfully cuts steel with reinforcing coatings; When cutting soft metals and composites, it is sometimes necessary to further clean the cut surface from stuck abrasive particles.
In addition to cutting, the use of high-pressure hydroabrasive jets in some cases is advisable for chamfering on large machine-building parts, for preparing the edges for welding and for removing defective sections of welds for their subsequent welding. The advanced technology of hydroabrasive cutting has an undoubted prospect of application in modern procurement and metal-working industries. Given the complexity of the equipment for waterjet cutting and its operating conditions, this technology is currently receiving growing use mainly in industries such as aircraft, shipbuilding, special engineering and the production of sheet glass.
Without abrasive (water jet cutting), soft materials such as plastic film, leather and textile fabrics are cut. With the addition of abrasives cut blanks from hard and brittle materials such as high-alloy steels, aluminum, ceramics and glass.
REFERENCE
Abrasive garnet is a product obtained by processing high-quality garnet sands. At the initial stage, the grains are subjected to mechanical stress in order to eliminate weak points in the microstructure. However, the sharp edges of the grains provide a high quality cut.
The hardness of an abrasive garnet is associated with a crystalline structure and provides high resistance to destruction. Thanks to this ability, the garnet abrasive is virtually stable throughout the time of use. Thus, a high quality cut with a degree of roughness, depending on the grain size and cutting speed.
The main deposits of the abrasive garnet are located in Australia and India, the former Czechoslovakia, and South Africa. The world's largest alluvial pomegranate abrasive deposit, totaling more than 8 million tons, is located in Western Australia.
The most common of garnets - almandine - is usually found in the form of isometric crystals. Color is red, red-brown, violet-red, rarely black; the color is due to the presence of iron replacing aluminum: in the presence of chromium, an alexandrite light effect is observed. Almandine is similar to other red minerals, less rugged than ruby and spinel. Jewelry samples are sometimes found in rocks and granite pegmatites, but they are mainly extracted from placers.
Technical advances made in recent years, allow to use the properties of pomegranate. Due to the high strength, garnet sand is more and more in demand, on the one hand, as a multiple non-metallic abrasive for grinding, and, on the other hand, as a product for water-jet cutting of various materials under high pressure.
Pomegranate sand is safe for human health. Its use is not associated with the risk of silicosis. Sand is not carcinogenic and non-toxic. Abrasive garnet does not pollute the environment or the workplace.
RELIABILITY, PERFORMANCE, DURABILITY
Installations hydroabrasive cutting production Savelovsky Machine-Building Plant (SMZ)
 Currently, the SMZ produces four models of waterjet cutting machines: UGR-1, UGR-3, UGR-ZD, UGR-ZDS. They are designed for cutting any materials with either a clean water jet or a water jet with abrasive controlled by the CNC system.
Currently, the SMZ produces four models of waterjet cutting machines: UGR-1, UGR-3, UGR-ZD, UGR-ZDS. They are designed for cutting any materials with either a clean water jet or a water jet with abrasive controlled by the CNC system.
Such plants are used in engineering mainly in the procurement operations when cutting almost all sheet blanks. In addition, recently they are used in the field of precision engineering. As a result, these plants have acquired a number of exceptional capabilities, for example: processing “under the size” of fairly large parts without the need for subsequent machining; ensuring high quality of the cut surface and high accuracy of curved cuts; as well as the possibility of cutting layered composites and superhard materials.
Especially often water jet cutting is used to carry out the following technological operations:
- Mechanical engineering and metallurgy - sheet cutting, chamfering on large machine-building parts for preparation of edges for welding and removal of defective sections of welds for their subsequent welding, removal of scale, flows, swelling.
- In the defense industry, the disposal of obsolete armaments (cutting the corps of missiles, military equipment, ships and submarines), cutting the shells of shells and leaching of explosives.
- In the electronics industry, cutting electronic boards (the use of water-jet technology made it possible to achieve a cut size of up to 0.1 mm and ensure the absence of dust, as well as solve the problem of material separation), removing the layer from the microcircuit cases.
- In the automotive industry - cutting false ceilings, floor mats, dashboards, plastic bumpers.
- In construction - cutting of concrete and metal structures for their subsequent dismantling, clearing the seams, producing complex contours in marble and granite (narrow kerf allows you to create incrustations in the manufacture of decor).
- In the food industry - cutting deep-frozen products, a variety of dense foods, chocolate.
PRINCIPLE OF HYDROABRASIVE CUTTING
Water compressed by one of the main components of the system, a multiplier pump, to a pressure of 4000 bar, passes through a water nozzle, forming a jet with a diameter of about 0.2-0.35 mm, which flows into the mixing chamber. In the mixing chamber, water is mixed with an abrasive (garnet sand) and then passes through a second, carbide nozzle with an inner diameter of 0.6-1.2 mm. From this nozzle a jet of water with an abrasive comes out at a speed of about 1000 m / s and hits the surface of the material being cut. After cutting, the residual energy of the jet is extinguished by a special water trap.
DESIGN OF INSTALLATION OF HYDROABRASIVE CUTTING
High Pressure Pump (NVD)
Designed to compress the working fluid to the desired pressure, which ensures the creation of a supersonic jet of fluid as a cutting tool. A universal hydraulic circuit has been developed, where a special double-acting multiplier is used as a pressure amplifier.

Cutting (jet) head
Carries out the final formation of a high-pressure thin jet as a cutting tool. The design features of the jet head (interposition of parts, the nature of their connection and sealing), influencing the hydrodynamic characteristics and compactness of the formed jet, determine the quality and reliability of its work. The formation of a supersonic jet of fluid as a cutting tool is carried out using a nozzle. Usually nozzles are made of artificial stones - sapphire, diamond, corundum. Their resistance is 250-2000 hours.
Coordinate table
Designed to accommodate workpieces, receiving water-jet and cutting waste, as well as positioning the cutting head in the process of cutting. Covering the table completely protects it from the effects of water and abrasive material. Rigid welded construction forms the table frame. Asynchronous servo motors drive gears through gears. Each axis X, Y, Z is equipped with its own drive.
Perhaps designing a table of any size. Positioning accuracy - 0.1 mm, movement speed - up to 35 m / min.

Control system
The CNC system used in the UGR waterjet cutting machines belongs to the CNC class using actuators with analog control (UGR-3, UGR-ZD, UGR-ZDS) and CAN interface (UGR-1).
Abrasive feed system
It includes an abrasive pressure hopper with a loading capacity of 100kg of abrasive, flexible hoses, a mini-hopper installed near the cutting head, and a dosing device. Pomegranate concentrate is used as an abrasive.
Sludge Removal System (SSS)
On installations UGR-3, UGR-ZD and UGR-ZDS it is recommended to facilitate cleaning of the bath of the coordinate table from the treated abrasive and small remnants of the material being cut. Without a system, cleaning is carried out once a month, using the system approximately once every 2 months.
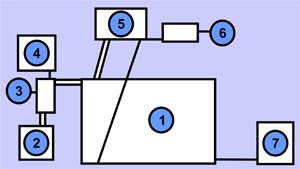 SCHEME OF INSTALLATION OF HYDROABRASIVE CUTTING
SCHEME OF INSTALLATION OF HYDROABRASIVE CUTTING
- Coordinate table
- Electrical cabinet with CNC
- Pump control cabinet
- Capacity for abrasive
- High pressure pump
- Pre-discharge pump
- Capacity for water purification (for UGR-3, UGR-ZD and UGR-ZDS)
MAIN ADVANTAGES
Lack of heat exposure. The heat generated during the cutting process is instantly carried away with water. As a result, there is no noticeable increase in temperature in the workpiece. This characteristic is decisive in the processing of materials that are particularly sensitive to heat. Small force (1-10OH) and temperature (+60 ... + 90 С 0) in the cutting zone exclude deformation of the workpiece, melting and sticking of the material in the adjacent zone. Note that none of the technology, except water-jet cutting, can not ensure the absence of thermal effects on the metal near the cut.
Versatile processing. Liquid-abrasive jet is especially effective in processing many difficult-to-work materials, such as, for example, titanium alloys, various types of high-strength ceramics and steels, as well as composite materials. When water-jet cutting of the latter does not create gaps in the structure of the material, which retains its original properties. It is with a jet of water that various sandwich structures are cut.
The ability to reproduce complex contours and profiles. When abrasive cutting can reproduce complex shapes or bevels at any angle. According to its technical capabilities, the jet of liquid approaches the ideal point tool, which makes it possible to process a complex profile with any radius of curvature, since the cut width is 0.2–3.0 mm.
Good surface quality. It is possible to obtain a finishing surface with a roughness of Rz 40-160, i.e. in many cases, there is no need for additional processing.
Processability. Res can start at any point of the workpiece; you do not need to pre-make a hole; the shock load on the product is minimal; various operations (for example, drilling and cutting) can be performed with the same tool; low tangential force on the part allows in some cases to do without clamping this part.
Process economy. The cutting speed is high (the cutting speeds of various materials depend on many factors, the average values of these speeds for various materials are given in the table “Recommended waterjet cutting speeds depending on the material thickness”). The small width of the cut allows you to save scarce materials when cutting them. The average water consumption in the abrasive-liquid cutting device is small - about 3.4 l / min, despite the high pressure of use (400 MPa or more). The use of relatively inexpensive components (water and garnet sand as an abrasive) makes the process accessible.
Security. Since there is no heat accumulated during abrasive-liquid blasting, the process is explosion and fire safe. There is no radiation, the danger of emission of slag or fine particles. Airborne dust is virtually eliminated. The noise level varies from 85-95 dB.
Specifications
|
Installation Models | ||||
|
Overall dimensions of the coordinate table, mm |
||||
|
Working stroke of the cutting head, mm |
||||
|
Rotary coordinates A, B, deg. |
|
|
|
|
|
Working area of the table, mm |
||||
|
Maximum dimensions of the workpiece, mm |
||||
|
Thickness of blanks, mm |
||||
|
Steel, titanium | ||||
|
Aluminum, marble, glass | ||||
|
Foam material | ||||
|
Inner diameter of focus, mm |
0,6; 0,8; 1,0; 1,2 |
0,6; 0,8; 1,0; 1,2 |
0,6; 0,8; 1,0; 1,2 |
0,6; 0,8; 1,0; 1,2 |
|
Internal diameter of nozzles, mm |
0,2; 0,25; 0,3; 0,35 |
0,2; 0,25; 0,3; 0,35 |
0,2; 0,25; 0,3; 0,35 |
0,2; 0,25; 0,3; 0,35 |
|
Number of controlled coordinates | ||||
|
Accuracy of cutting head positioning, mm / mm | ||||
|
Control voltage of the coordinate table, V | ||||
|
Number of cutting heads | ||||
|
Maximum speed of movement of the cutting head, m / min. | ||||
|
Coordinate table weight, kg |
4500 (3000 + 1500) (bath + bed) |
|||
|
Total electrical power, kW | ||||
|
Water pressure bar | ||||
|
Water flow rate, m / s | ||||
|
Overall dimensions of the installation (with installed high-pressure equipment and CNC) (L x W x H), mm |
4800 x 4500 x 3500 |
7100 x 4500 x 3500 |
8100 x 4750 x 5200 |
9200 x 4750 x 5000 |
|
Mass of installation (with high-pressure equipment and CNC), kg | ||||
Equipment:
- UGR-1: CNC device ECKELMANN (Germany), high-pressure equipment BOHLER (Austria), AMTEC drive (Germany), SBC linear guides (Korea).
- UGR-3, UGR-3D, UGR-3DS: CNC device BALT-SYSTEMS, high-pressure equipment BOHLER (Austria), drive KEV (Germany), linear guides SBC (Korea), the presence of a system for bubbling and cleaning water from sludge.
MATERIALS
Hydroabrasive cutting plants manufactured by SMZ make it possible to cut almost any sheet materials:
- ferrous metals and alloys;
- hard-to-work alloy steels and alloys (including: heat-resistant, tool and stainless);
- non-ferrous metals and alloys (copper, nickel, zinc, aluminum, magnesium, silicon, titanium and their alloys);
- ceramic materials (ceramic granite, tile);
- composite materials (carbon fiber, organoplastics, etc.);
- natural and artificial stones (granite, marble, jasper, etc.);
- glass and composite glass (triplex, bulletproof glass, reinforced glass, glass fiber, etc.);
- porous and transparent materials;
- honeycomb and sandwich designs;
- concrete and reinforced concrete.
A number of materials is cut only with water (without adding abrasive):
- soft materials (polyurethane, foam rubber, and other foams; plastics, leather, cardboard, paper, fabrics, etc.);
- food products (deep-frozen foods, dense foods, chocolate, etc.).
- at the same time cutting of materials does not require any changeover of the tool
CONSUMABLE MATERIALS AND SPARE PARTS
Abrasive: natural mineral material pomegranate concentrate (GMA 80 or 120 Mesh), used worldwide for water-jet cutting. The specified pomegranate concentrate is an environmentally friendly material and has a unique hardness and strength of the grains. Abrasive consumption, depending on the material being cut using a single cutting head, is in the range of 50 g / min. (for plastics) and 160-200 (for glass) up to 300-450 g / min. (for steel).
Power consumption: 32 kW for installation with one high-pressure station.
Water consumption: 3.4 l / min. - maximum water consumption per cutting head.
COST OF CUTTING
The average cost per minute of cutting steel billets, taking into account the cost of replacing spare parts and abrasive, is 15.05 rubles / min.
Note: the maximum thickness of the cut blanks obtained experimentally: steel and titanium to 100 mm; glass, marble, aluminum up to 120 mm; foam up to 150 mm.
You will also be interested in:

How to start the calculation? The calculation of the roof system Roof - a very important ...

