




Legend
N BP - the norm of time
T o - regular time
T in - auxiliary time
T pc - time piece-calculation
N vyr - the rate of production
N about - the norm of service
N o - service time norm
N h - the norm of number
P VN - percentage of compliance
T n - time spent on the release of suitable products, norm-h
T d - additional time spent in connection with deviations from normal working conditions, normal
T br - labor costs for the correction of a marriage committed not through the fault of the worker, normal
T sd - the actual hours worked in piecework, including overtime, normal hours
T ol - intrashift loss of working time and downtime, h
T p - the time of use of work-makers on temporary work, h
d N. p - the proportion of standardized work
T r.total - worked out normalized time, norm-h
H nr - all hours worked for the same period, h
H total - the number of workers whose work is standardized, people
d but - the total number of workers in a particular group, people
H n.o - the proportion of scientifically based standards
T rn - the number of workers fully working at scientifically sound standards, people
To n.o. work timeworked out according to scientifically sound standards
To total - the number of evidence-based standards
To total - the total number of norms (by workshops, by type of work)
At n - the level of tension norms
In n - necessary time to perform work in these organizational and technical conditions, calculated according to the standards (min, h)
Calculation of standards and labor standards
Guidelines
Labor standards are the regulated values \u200b\u200bof labor costs, equipment operating modes and breaks, developed on the basis of scientific research and intended for repeated use in calculating specific labor standards in relation to certain organizational and technical conditions.
Labor standards determine the size and structure of working time, which are necessary to perform a specific work.
When labor standards are applied: norms of time, production, maintenance, strength, controllability and normalized tasks.
The composition of the norm of time:
H BP \u003d T CR + T OP + T ORM + T exc + T FR, given that T OP \u003d T about + T in
where T about - the main time; T in - auxiliary time; N BP - the norm of time; Torm - time for servicing the workplace, T op - operational time; T ex - time for rest and personal needs; T pt - time breaks provided by the technology; T pz - the time of the preparatory and final work.
All expenses of time, except for the preparatory-final, form piece time (T pcs):
T pc \u003d T op + T ohm + T exc + T pt \u003d T op x (1 + K / 100)
The standard time of the preparatory-final is set for a batch of products or for a shift as a whole. In this regard, the rate of time per batch of products (T part) is calculated as follows:
T part \u003d T pcs x n + T PZ
where n - the number of products in the party.
To calculate the average cost of working time to produce a unit of production, the rate of piece-calculation time is calculated:
T pcs.k \u003d T pcs + T pz / n
TASK №1
Determine the norm of piece and piece-calculating time, if the main work time is 2.5 minutes, auxiliary - 0.4 minutes, preparatory-final time - 8 minutes per batch of 20 products, T exl - 8% of T op, T orm - 7% of T op.
To calculate production rates, the formulas are used:
N vyr \u003d T cm / N vr
N vyr \u003d (T cm - T PZ) / T pcs
N vyr \u003d (T cm - (T pz + T ohm + T exc + T pt)) / T op
where N BP - the norm of time; N vyr - the rate of production.
TASK №2
Determine the rate of shift production for product A, if the shift duration is 8 hours, and the rate of time for manufacturing product A is 0.5 standard hours.
|
Time spent |
Regulatory balance |
Actual balance |
|
T op for 1 product | ||
|
total T cm |
TASK №4
What is the planned production rate per shift (8 hours) if the time of preparatory and final work per shift task is 20 minutes, and the piece time is 0.76 standard hours?
Between changes in the rate of time and the rate of production, the following relationships exist:
% increase in H exp \u003d (% decrease in N BP x 100%) / (100% -% decrease in N BP
% reduction in Nbp \u003d (% increase in Nyr x 100%) / (100% +% increase in Nyr)
TASK №5
Determine how the rate of production will change when the rate of time for manufacturing item A is reduced by 15% and the rate of time for manufacturing item B with an increase in output by 8%.
Service rate is the set number of service units (jobs, pieces of equipment, square meters area, etc.), which should be served by one worker or a group of workers in certain organizational and technical conditions per unit of working time. In order to calculate the service rate, it is necessary to determine the rate of service time — the amount of time that is necessary in certain organizational and technical conditions for service during the change of one unit of service. It is calculated according to standards or based on timing data.
H o \u003d T cm / N BP about
H o \u003d T cm / (N BP x K x n)
where N VRO - the norm of service time; n - the number of units of work performed during a certain period of time (shift, month); K - coefficient taking into account the performance of additional functions not taken into account by the norm of time, as well as time for rest and personal needs; T cm - the length of the working day.
TASK №6
The standard time for cleaning 1 m 2 of the production area according to the current standards for one cleaner is 0.1 standard hours. Determine the standard of service for one cleaning lady per shift (8 hours).
The rate of headcount is the number of employees of a certain professional qualification structure, which is necessary for the effective implementation of the production task.
N h \u003d O / N about
N h \u003d O x N v.o / T cm
where N h - the norm of number; О - the total number of serviced service units or the volume of work performed.
TASK №7
Determine the number of adjusters in the workshop and shift calculation (8 hours) if there are 20 turning, 11 milling and 22 turning and rotary machines in the workshop. The standard service time for these machines is, respectively, 1.5, 0.95 and 1.72 norm-h.
|
Time spent |
Regulatory balance |
Actual balance |
|
T op for 1 product | ||
The combination of various elements of the cost of working time is the balance of the shift time, and their ratio is the structure of the shift. Distinguish between the actual and design (rational) balance of shift time. The first is compiled from observational data and reflects the actual use of shift work time. The second is determined by calculation on the basis of reasonable element-wise time standards. The design balance of the shift time (Tcm) can be expressed as follows:
Tcm \u003d Tpz + Tv + To + Tpto + Totd
where Tcm - shift duration;
TPZ - the standard time for preparatory and final work;
That is the standard time of the main work;
Tv is the standard time for auxiliary work;
Tpto - the standard time for breaks due to technology and organization of production;
Totd - the standard time for rest and personal needs.
With a six-day day, the balance is drawn up for a 7-hour shift, and with a five-day day it is compiled for an 8.2-hour shift.
Consider the calculation of production rates for mechanized field, tractor-transport and manual work in crop production.
Mechanized field work. The production rates for them are calculated by the formula:
where Wcm is the rate of production, ha;
ω - unit productivity in an hour of the main time, ha / h;
That is the projected main unit time during the shift, hours
The main normative factors when performing field mechanized work include:
- agrotechnical requirements (processing depth, row spacing, etc.);
- resistivity cars;
- technical and economic indicators of tractors and machines;
- characteristics of the agrotechnical background (productivity, weediness, humidity, topography, etc.);
- rational technology and organization of work;
- time of the main work.
The main normative factors, ultimately, affect the working speed and the width of the machine, i.e. the net hourly productivity, as well as the duration of the clean (main) work during the shift.
Unit productivity for an hour of the main time is first set for each observation sheet using the formula:
ω \u003d 0.1 x Bp x Vp
where 0.1 is the coefficient of proportionality of units;
Bp - average working width of the unit, m;
Vp is the average shift operating speed of the unit, km / h.
In rectangular fields, the average working width is found by dividing the width of the treated area by the number of working strokes of the unit for the observation period, and the average speed of its movement is determined by the formula:
where Lav - the average length of the treated area, m;
m is the number of working strokes of the unit during the observation period;
That is the main time for the observation period, h.
In the plots irregular shape these indicators are established during the observation. To determine the width of the capture unit measure from the edge of the corral a few meters and put a peg. After the passage of the unit, the distance between the peg and the edge of the treated strip is measured. During the shift 3-4 such measurements allow you to set the average working width of the unit. To calculate the average speed of the unit, 8-10 selective measurements of length are carried out on individual bouts of 100-200 m and time spent on their implementation. The speed of movement is found by dividing the sum of the length of the rut by the amount of time spent.
Tractor transport work. The following formulas are used to calculate production rates:
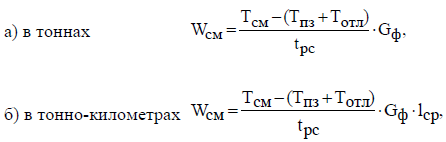
where: Tcm - the established duration of the work shift, min;
Total - time for rest and personal needs of the performer per shift, min;
tpc - time of one flight, min;
Gf - actual load capacity vehicle, t;
The time for preparatory and final work, for rest and personal needs of the contractor is determined according to existing standards, and the actual carrying capacity of the transport unit is determined by dividing the total cargo carried by the number of flights.
The time of one flight is found by the formula:
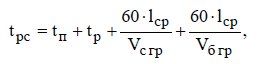
where tn is the average loading time for one flight, min;
tp - average unloading time per flight, min;
60 - the number of minutes per hour;
Vc gr - average vehicle speed with cargo, km / h;
Vб gr - average speed of vehicles without cargo, km / h;
lav - the average distance of cargo transportation, km.
To determine the average time spent loading and unloading per flight, the corresponding total time is divided by the number of flights. The average speed of the unit is determined by dividing the path traveled by it by the elapsed time.
Handwork. Production rates for manual work are calculated by the formula:
where Tcm - the established duration of the work shift, min;
TPZ - time for preparatory and final work, min;
Tln - break time for personal needs per shift, min;
tobs - time for servicing a workplace per hour of operational work, min;
totd - time for rest of the performer per hour of the time of the direct execution of work, min;
ω op - labor productivity of performers for an hour of operational work;
60 - the number of minutes per hour.
The main normative factors in manual work are: on planting - the type of plants, seedling height, planting pattern, etc .; at works on plant care - weediness, number of plants per hectare, soil density, etc .; at the harvest - productivity, lodging, etc. Usually, the production rates for manual work differentiate into 3-4 groups (for example, with weak, medium and severe weediness of crops).
The time for preparatory and final work, maintenance of the workplace and rest of performers is set according to the standards. In those cases when the contractor rests during loading and unloading and horse riding during breaks due to the organization and technology of the process, they plan time for his rest minus break time. For personal needs, the contractor is given 10 minutes per shift for all work.
The labor productivity of performers per hour of operational time is determined as the weighted average value based on the results of all observations (the amount of actual production divided by the amount of operational time).
Control questions
1. What are the types of labor standards and give a brief description of them.
2. State the principles and methods of rationing labor.
3. What methods are used in the study labor processes?
4. In what sequence is the work on the study of labor processes?
5. How is work classified in the regulation of labor in agricultural enterprises?
6. What are the formulas used to calculate production rates in crop production?
Expert Advice - Job and Career Advisor
Related photos
The production rate per employee is determined by calculating the average number of products per unit of working time. The unit of time can be considered one hour, day, month. To calculate the norm, it is necessary to carry out a list of works on the analysis of products and the calculation of the average number of output. Just follow this simple step by step tipsand you will be on the right track in your work and career.
What you need to have - product accounting;
- calculator.
Quick walkthrough
So, we proceed to the action, tuning in for a positive result.Step -1
To determine the rate of production, you must calculate the output of a shift or a team of workers who work in the same conditions on the same mechanisms. To do this, the rationing officer must track the work of all workers, record the results of all for one month, add up the results to determine the total output. Divide the resulting figure by the number of working days and the number of workers who produced products. You will receive the average daily rate, which should be produced by one working during the day. After doing this, go to the next steps.
Step -2
To calculate the rate for one hour, divide the total monthly indicators by the number of employees who produced products and the number of working hours for which products were produced. You will receive the rate per employee in one hour. After doing this, go to the next steps.
Step -3
In the same way you can calculate the norm for a quarter, a year. To calculate the production rate for the quarter, multiply the average daily output by the number of working days in the quarter. You can carry out an analysis of the calculation of production not in one month, but in a quarter or a year. Typically, this calculation is required when transferring all workers from salary or hourly tariff rate to pay, which depends on the output. This procedure - This is a very lengthy analysis and calculation, which is impossible to produce in one month, since you can be mistaken in determining the norm for one employee. After doing this, go to the next steps.
Step -4
Therefore, carry out the calculation of the norm for a longer period, for example, for three or six months, and for a more accurate calculation, take into account the general analysis of production for one year. To do this, add up the entire output in one year, divide by the number of employees, then by 12 and by the average number of days in a month, by 29.4. You will get a more accurate calculation of the output of one employee for one day of work. Depending on the output, calculate the value of the output.
We hope the answer to the question - How to determine the employee norm - contained information that was useful to you. Good luck in your job and career! To find the answer to your question, use the form -
You will also be interested in:

This article will examine in detail and describe chipsets manufactured by Intel for ...

NullSpace VR / Kickstarter American startup NullSpace VR has developed a haptic ...

If this is your first time hearing about wireless charging technology, we highly recommend ...
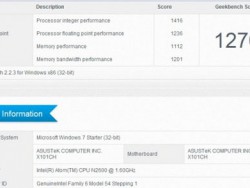
Atom N2600 processorNumber of cores - 2, is produced by 32 nm process technology, architecture ...

Ilya 30672 What is better than Xbox 360 or Xbox One? To opt for the Xbox 360 or ...

