






Механика каждого станка, независимо от его предназначения и типа, содержит комплектующие, которые относятся к базовым. Поэтому игнорировать их параметры недопустимо. Общепризнанно, что такой важной составляющей для металлорежущих или деревообрабатывающих устройств считаются направляющие. Именно ними определятся безошибочная и цикличная работа.
Поэтому тот, кто решил создать станок, должен позаботиться, чтобы в его конструкции использовались качественные направляющие для ЧПУ, положительно влияющие на функционал устройства. На приобретении комплектующих не экономят.
Основные типы направляющих
В процессе конструирования и монтажа станков (заводского и самодельного изготовления) применяют разные типы направляющих устройства. Это связано с их предназначением – фрезерование, сверление или токарные работы. Они могут быть двух типов.
Направляющие скольжения
Их используют в оборудовании небольшой мощности, не требующем особой точности и высокой производительности. Такими деталями комплектуют сверлильные и токарные агрегаты настольного типа, деревообрабатывающие станки.
Полированный вал, как вид направляющей, относится к бюджетным. Он наиболее распространен.
ВАЖНО! Его изготавливают из высоколегированной стали, выполняют индукционную закалку и, впоследствии, шлифовку. Такая обработка служит для увеличения продолжительности работы, а вал изнашивается меньше.
Полированный вал имеет недостатки:
- крепление в концевых точках, со станиной нет крепления, из-за чего налицо отсутствие жесткой связи со столом и наличие погрешностей в обработке;
- провисание при увеличенной длине, поэтому допустим её максимум – 1 метр. Рекомендуют иметь оптимальное соотношение диаметра вала и его длины (0.06-0.1), чтобы достичь нормальных результатов.
Направляющие качения
Они сконструированы при участии подшипников качения.
У линейных подшипников – больший люфт, чем у каретки рельсовых направляющих, он меньше нагружен. Но у него есть ряд минусов:
- низкий уровень грузоподъемности;
- недолговечность;
- изготовление с солидным люфтом;
- чувствительный к воздействию пыли и стружек на вал.
Материал для производства втулок – бронза, латунь, капролон. Если имеет место соблюдение допусков, бронзовые подшипники скольжения не уступают подшипникам качения. Время от времени, если подшипник скольжения износился, его подгоняют, и чтобы устранить зазоры. Поэтому шариковая втулка более предпочтительна, благодаря тому, что она доступна и взаимозаменяема.

Вал и его виды
Стоит дать краткую характеристику и остальным видам.
- Шлицевому валу свойственно наличие специальной дорожки для шариков втулки. Отличаясь большей жесткостью и износостойкостью, сравнительно с валом обычного вида, применим в механизмах, в которых желателен монтаж направляющих на концах. В конструкции станков задействованы крайне редко из-за дороговизны.
- Вал на опоре в виде цилиндрических рельс линейного типа не допускает прогибания под нагрузкой и собственным весом. Его крепят на станине, надежно фиксируя. Несмотря на минусы, выражающиеся в наличии большого люфта втулок, их малом сроке эксплуатации, у цилиндрических рельс – большая грузоподъемность. Отличаясь от линейных подшипников, каретка по-разному реагирует на степень нагрузок. У небольшого станка ЧПУ, имеющего тяжелый шпиндель, есть вероятность того, что снизится точность.
- Предназначение профильных рельсовых направляющих – большая точность. Они также прикреплены к станине. Благодаря специальным дорожкам качения, нагрузки на каретку распределяются равномерно по поверхности, а профилем касания шарика к рельсе есть дуга. Среди плюсов – наличие хорошей грузоподъемности и износоустойчивости, а люфт сведен к минимуму. Сложности производства таких рельсов, отрицательно сказываются на ценообразовании, они дорогостоящие. Особенно это относится к направляющим, поставляемым известными брендами, у которых станки имеют числовое программное управление.
- У роликовых рельсов – плоские дорожки качения, а в опорном модуле, на месте шариков, установлены ролики, улучшающие все параметры направляющей. Их применяют в станках, фрезерующих черные металлы, сталь и камень.
- «Ласточкин хвост» выбирают для промышленного металлообрабатывающего оборудования, если нужна повышенная жесткость крепления. В направляющих этого типа – скольжение плоских поверхностей при максимальной площади контакта. Их выполняют в виде монолита со станиной. Вследствие сложности и трудоемкости процесса изготовления и ремонта, поэтому хоббийное станкостроение не приемлет эти направляющие.

Каким конструкциям отдать предпочтение
Не все могут позволить себе приобрести, скажем, обрабатывающий центр с ЧПУ для изготовления мелкосерийных деталей в домашних условиях, станок форматного типа или для токарных работ. Но самодельный агрегат с ЧПУ, сделанный собственноручно – реально. Собранное устройство в умелых руках продемонстрирует образцы правильной обработки деталей.
Собирая механику программируемых станков, обычно применяют самодельные линейные направляющие, так как в устройствах с круговым движением нет необходимости. Обратим внимание на некоторые конструкции, применяемые при этом.
Оцинкованные или хромированные трубы
Они идут с различным диаметром можно использовать как стержни при монтаже маломощных устройств – плоскошлифовальных наждаков, сверлильных или токарных станков. По шлифованному цилиндрическому стержню осуществляется движение бронзовой втулки. Иногда суппорт делают и без нее. У труб – невысокая цен, их легко обрабатывать. Хотя есть минус: небольшой ресурс (стирание защитного слоя наступает спустя 15-20 проходок, после чего сталь изнашивается более интенсивно); нет нужного уровня прочности при высоких нагрузках.
Фрезер
Эффективен фрезер, в котором направляющий механизм изготовлен на основе бывшего в употреблении матричного принтера или печатной машинки «Янтарь». При таком варианте прослужит долго. Не нужно искать очень широкие подшипники, их внутренний поперечник должен равняться диаметру болтов.
Мебельные стержни
Проблему механики для станков с ЧПУ можно правильно решить при помощи мебельных стержней. Тем более, что самоделки с их применением гарантируют тщательную обработку на деревообрабатывающем, ленточно-шлифовальном оборудовании, и даже фрезерном с невысокой мощностью. Мебельные комплектующие относятся к дешевым, хотя ресурс у них небольшой.
Полированный вал
Недорогой и часто применяющийся тип направляющей. Сущность обработки – индукционно закалить верхний слой, что способствует повышению длительности эксплуатации и снижению интенсивности процесса изнашивания. Затем вал полируется, и каретка движется при минимальном трении.

Самодельные
Часто практикуется установка самодельных направляющих, используя то, что есть в наличии. Например, можно воспользоваться стальным уголком, подшипниками, гайками и болтами.
ВАЖНО! Не берите алюминиевый, в таком случае надо быть готовым к частой замене детали. Дорожки в ней выедают шарикоподшипники каретки.
Предпочтение лучше отдать стальному уголку. Если использование механизма ожидается интенсивным, лучше его закалить и отшлифовать для снижения трения на подшипниках.
Штоки
Собирая маленький домашний станок, иногда пользуются, как направляющими, – штоками автомобильных стоек из отечественного авто. Они прочны и изготовлены из металла высокого качества. Это ощутимо сократит затрату средств на стоимость комплектующих.
Шины
Есть и такой вариант: алюминиевые шины из распредустройства трансформаторной подстанции с впрессованными медно-графитными втулками от стартера МАЗа. А подвижные узлы делают из пневмоклапанов, которые применяются для управления пневмоцилиндрами.
При изготовлении направляющих и кареток для чпу своими руками (роликовых или шариковых), надо пользоваться такими ожидаемыми критериями:
- сохранение заданных параметров;
- плавное линейное перемещение кареток;
- эффективность работы;
- низкое трение.
ОБРАТИТЕ ВНИМАНИЕ! Некоторые умельцы советуют в механике на станке обойтись без втулок. Такой вариант возможен, но это чревато ухудшением производимых изделий, а сроки эксплуатации установленного устройства из стержней – снизятся.

Заключение
Если установленные комплектующие же умельцем подобраны или обработаны неточно, с таким устройством будут проблемы. Поэтому важно всегда учитывать эти рекомендации:
- в фрезеровке металлических или каменных заготовок, профильным рельсам нет замены;
- если строится станок с рабочим полем, превышающим 7 кв. м., лучше подобрать вариант профильных направляющих;
- в оборудовании по обработке мягких материалов с маленьким рабочим полем, меньшим формата А4, применим полированный вал с диаметром 16-25 мм.
Если направляющая соответствует всем критериям, и каретка по ней движется плавно и равномерно, то и работа такого узла будет правильная.
Здравствуйте Господа 3dшники!
Прошу не судить меня строго за мой первый пост, так как последние мои рукописи - это письма домой из армии,так что писатель из меня никакой.
Что сподвигло на написание? Да просто хотел озвучить свои мысли вслух, посоветоваться и посовещаться.
Может подобное решение и обсуждалось, если честно я не нашел, будьте добры, ткните пальцем.
Как и многих здесь присутствующих, путь 3d_printа для меня начался с Rep-Strap.
Сколхозил худо-бедный принтер и ваяю.. для себя, для друзей, некоторые вещи даже покупали.
Ну да ладно.... не об этом.
Во общем проблема как и у многих с линейными подшипниками и направляющими.
Направляющих..... ПОЛНО. Работаю ИТ-специалистом, так что струйников через меня прошло "немало".
Жаль только, что диаметр у всех разный и нестандартный: 9.5мм, 10.5мм и тд... 8мм-осей попалось штук 6-8.
Купил направляющие из нержавейки диаметрами 8мм, 10мм, 12мм. и соответственные ЛП.
Вроде как то все работает, только то люфты, то борозды на осях образуются....
Раньше каретки катались на капролоновых втулках, которые иногда подклинивали...
Соглашусь, что кое-где виной было моё рукожопство, и вообще первый блин комом).
Сейчас проектирую H-Bot и голова греется... какие взять направляющие.... чтобы не борозд, не люфтов, не клинов.
А также чтобы сейчас, и безвозмездно, (те ДАДОМ)(с)Сова), и чтоб печаталось быстро, качественно, красиво!)
Оси и ЛП.... - нахлебался...
Оси и капролоновые втулки... - знакомый токарь уехал из города
Рельсы... - по отзывам, смотря на какого продавана напорешься.
Каретки на подшипниках качения...-получилось громоздко, гремит, грохочет, опять же мое рукожопство.
Пробовал печатать втулки из тримерной лески - межслойное сцепление слабое, и вообще так и не научился печатать леской.
Видел, продается для печати хороший нейлон, но думаю пока рано на таком принтере браться за "Виллиама, нашего Шекспира" (с).
О втулках из ABS мнения тоже расходятся.
......................................................
Вчера уснуть не мог, нашел на Yuotube видео где один парень показывал.... короче вот видео: Повторюсь: может подобное решение и обсуждалось, если честно я не нашел, будьте добры, ткните пальцем.
Но оно мне понравилось и я решил с ним поэкспериментировать.
В видео парень использовал тефлоновые трубки.
Моя мысль была проще - совместить ABS и Neylon в "линейном подшипнике-втулке".
Из ABS напечатать обойму, а шариками-роликами там будут кусочки триммерной лески.
На пальцах не объясню, покажу во FreeCade.
Мысль первая:
И тут Остапа понесло. А если во так:
Мысль вторая:

или вот так:

Вообщем фантазировать можно много.
Сегодня пятница, а принтер на работе. Вот что сегодня успел воплотить:







Своими руками могут выполнить многие мастера, опыт работ в домашних условиях имеется у большинства практикующих специалистов.
Задумав домашнее производство мебели, необходимо соблюдать точность в конструкции. Поэтому многие мастера, осваивающее его нуждаются в качественном оборудовании. Специальный деревообрабатывающий механизм облегчит труд, позволит создавать качественную, продукцию в короткий срок.
Чтобы изделия отличались высокой точностью, но соответствовали современным характеристикам, применяются модели ЧПУ.
Числовое программное управление дает такую возможность, но покупать его под силу не каждому предпринимателю. Именно по этой причине появляется потребность изготовить самодельный агрегат, для устройства которого применяются детали собственного производства.
Основными частями фрезерных станков, предназначенных для обработки того или иного материала, являются направляющие. Они представляют собой шариковые или роликовые подшипники качения, назначением которых является перемещение каретки. Их цель – ускорение, упрощение и придание точности производству.
Виды направляющих
Точность станка – это задача направляющих стержней. Они делятся на два вида:
- скольжения;
- качения – предполагают использование подшипников.

Первый вид используется на станках небольшой мощности и не нуждающихся в большой продуктивности. К ним относятся деревообрабатывающие, и настольные аппараты.
Самодельные направляющие для ЧПУ станка изготавливаются линейного тапа, они могут быть роликовыми или шариковыми. Независимо от вида должны обладать следующими характеристиками:
- сохранением заданных параметров;
- плавным перемещением;
- эффективностью;
- низким трением.
В качестве деталей для скольжения втулок в большинстве случаев используются стержни цилиндрической формы, их необходимо отшлифовать. Некоторые мастера советуют изготовить механизм и без втулок, но из-за этой манипуляции будет снижена аккуратность изделий, а стержни будут иметь меньший срок эксплуатации.
Варианты самодельных направляющих
Направляющий механизм для ЧПУ часто бывает основан на использовании хромированной металлической трубы.

Направляющий механизм возможно сделать из хромированной металлической трубы
Она имеет небольшую стоимость, ее легко обрабатывать, меняя форму. Кроме того, есть и ряд недостатков:
- Защитный верхний слой стирается очень быстро, затем металл изнашивается быстрее.
- При высокой нагрузке на трубу, она не дает необходимой прочности.
Такое решение является дешевым для специалиста, но хватит работы такого станка лишь на несколько десятков часов. Это связано с минусами оцинкованных или хромированных труб, которые сами сделаны из мягкого металла, подверженного быстрому износу при нагрузке. Фрезер в совместном использовании с такими направляющими значительно сократит их срок службы.
Кроме этих способов, следует применять в качестве движущих частей устройства фрезера с небольшой мощностью. Они придают изготавливаемым деталям точную тщательную обработку, чаще их используют на . Они имеют низкую цену и маленький срок выработки.
Самодельные направляющие: инструкция
Самодельные направляющие для в ЧПУ собственного изготовления могут быть нескольких вариантов.
Первый вариант выполнения – простой, вовремя выполнения агрегата по такому алгоритму необходимо собрать конструкцию, состоящую из таких деталей:
- Подшипников – принимают силу мотора, оказываемую противодействию.
- Металлического уголка – выступает в роли каретки.
- Болтов и гаек – размер должен соответствовать внутреннему диаметру подшипника.
Инструкция по изготовлению:
- для начала измеряем необходимую длину металлического уголка, убрать лишнее;
- просверлить симметрично с двух сторон, отверстия необходимого диаметра;
- при помощи гаек и болтов закрепить подшипники.
Конструкция направляющих готова, она не требует массы усилий и довольно понятна для неопытного мастера.
Направляющие из мебельных стержней используются при изготовлении мебели на заказ, чтобы добиться точности, подойдет готовая фрезерная база из мебельных деталей. С применением в конструкции отшлифованных цилиндрических стержней.
В этом случае необходимо сделать отверстия, равные по диаметру их ширине, прямо в суппорте, они обязательно обязаны быть параллельны друг другу.
Используя старые печатные машинки «Янтарь», легко изготовить направляющие для ЧПУ своими руками. Их особенность в том, что движущие части там выполнены в форме уголка. Понадобятся такие детали:
- подвижная часть;
- сепаратор – пластина, в которую вмонтированы шарики;
- рельсы;
- металлическая пластина;
- уголки, длина которых равна рельсу.
Соединяем все части необходимым образом и получаем готовый результат.
Для маленького домашнего станка ЧПУ в качестве направляющих следует взять автомобильные стойки.

Автомобильные стойки подойдут для маленького станка ЧПУ
Их используют в отечественных автомобилях, поэтому достать их не составит труда. Используются штоки от стоек, они обладают прочностью и сделаны из качественного металла.
Поэтому проявив смекалку и фантазию, у мастера возможности становятся безграничны. Немного подумав, несложно собрать станок ЧПУ своими руками из подручных деталей, находящихся в доступе и не используемых по назначению. Это сократит затраты на домашнее производство и повысит его продуктивность и качественность.
Современная обработка материалов и изготовление сложных деталей предусматривает использование высокоточных станков. Высокоточное оборудование подразумевает, что и детали из которых оно выполнено тоже высокотехнологичны и точны. И для каждого вида станка свои требования для этих деталей.
Чтобы достичь требуемой точности обработки целой партии изделий, нужно обеспечить чёткое выполнение всех необходимых операций и многократное безошибочное их повторение. Такую задачу успешно выполняют станки с числовым программным управлением (ЧПУ).
Перемещение заготовки, обрабатывающего инструмента и связанных с ними элементов конструкции станка обеспечивают направляющие .
Устройство
Самое общее описание направляющей: она представляет собой узел, обеспечивающий перемещение заготовки, инструмента и связанных с ними элементов по нужной траектории с заданной точностью .
Основные части направляющей — прочный вал или профильная направляющая и перемещающиеся по ним подвижные узлы , несущие на себе рабочие элементы станка.
Конструктивные решения направляющей, а также обеспечение перемещения по ней очень разнообразны и подчинены выполнению конкретных задач металлообработки.
Устройство профильной рельсовой направляющей типа Hiwin
Принципы работы
Направляющие станка с ЧПУ закрепляются до такой степени надёжно, чтобы были исключены даже их минимальные сдвиги при работе оборудования — под действием веса, перемещения или вибрации рабочих узлов.
В процессе обработки заготовок по направляющим, под управлением заданной программы, без затруднений передвигаются и прочно закрепляются функциональные узлы станка, обеспечивая выполнение необходимых рабочих операций.
Используются, в зависимости от способа перемещения подвижного узла, направляющие скольжения, качения и комбинированные , которые сочетают как катящееся, так и скользящее перемещение.
Направляющие скольжения , в которых поверхность вала непосредственно соприкасается с перемещающейся по нему втулкой , подвержены действию значительных сил трения, которые в процессе работы значительно меняются по направлению и силе. Нагрузка трением изнашивает направляющие. Кроме того, на работе направляющих скольжения сильно сказывается разность между силой трения в состоянии покоя и силой трения во время движения.
На малых скоростях из-за этой разности перемещение рабочих узлов происходит скачкообразно – для станков с ЧПУ это недопустимо.
 Чтобы уменьшить влияние сил трения, применяют антифрикционные пластиковые накладки, а также ряд других способов снижения этих сил. В зависимости от того, каким способом уменьшается трение, направляющие скольжения подразделяются на гидростатические, гидродинамические и аэростатические.
Чтобы уменьшить влияние сил трения, применяют антифрикционные пластиковые накладки, а также ряд других способов снижения этих сил. В зависимости от того, каким способом уменьшается трение, направляющие скольжения подразделяются на гидростатические, гидродинамические и аэростатические.
В гидростатических жидкостная (масляная) смазка присутствует при любой скорости скольжения, соответственно, обеспечивается и равномерность движения, и высокая его точность.
У таких направляющих два проблемных момента: сложно устроенная система смазывания, а также необходимость специальных фиксирующих устройств для закрепления перемещенного узла в нужном положении.
Гидростатические направляющие снабжены специальными масляными карманами, в которые смазка подаётся под давлением и вытекает наружу, создавая масляный слой по всей длине соприкосновения поверхностей. Толщина слоя регулируется.
Гидродинамические эффективно уменьшают трение за счёт «всплывания» движущегося узла в масле, заполняющем зазоры между смазочными канавками на рабочих поверхностях направляющих при движении по ним перемещаемых узлов.
Хорошо работают гидродинамические направляющие только при значительных скоростях скольжения.
Проблемными моментами является разгон, а также торможение движущейся части.
Аэродинамические работают на воздушной подушке.
Конструктивно они похожи на гидростатические, имеют карманы, в которые под давлением подаётся воздух.
По сравнению с масляной, воздушная подушка выдерживает меньший вес и хуже гасит толчки и вибрации.
Подводящие воздух пути, как и зазор между разделяемыми поверхностями, легко засоряются.
Вместе с тем, в отличие от гидростатических направляющих, аэростатическим не нужна дополнительная фиксация: сразу после прекращения подачи воздуха подвижная часть плотно садится на вал.
 Направляющие качения
, в соответствии с формой подшипников, бывают шариковыми и роликовыми. При сопоставимых габаритах роликовые выдерживают более значительную нагрузку. Конструктивно они состоят из комплекта «рельс-каретка», «линейный подшипник-вал», «рельс-рельс с плоским сепаратором»
.
Направляющие качения
, в соответствии с формой подшипников, бывают шариковыми и роликовыми. При сопоставимых габаритах роликовые выдерживают более значительную нагрузку. Конструктивно они состоят из комплекта «рельс-каретка», «линейный подшипник-вал», «рельс-рельс с плоским сепаратором»
.
Такие направляющие имеют сниженные показатели трения, обеспечивают точное перемещение и остановку в нужном положении, при малых скоростях перемещение по ним не теряет плавности. Смазывание направляющих качения также не представляет трудностей.
Вместе с тем, они имеют более высокую стоимость, хуже гасят сотрясения и более, чем направляющие скольжения, чувствительны к загрязнению.
Комбинированные направляющие сочетают скольжение по одним граням со скольжением по другим. Этот вид направляющих наиболее широко распространён и объединяет как достоинства, так и недостатки направляющих качения и скольжения.
Классификация, области применения, достоинства и недостатки
Форма несущего вала направляющих может быть линейной и круговой; их располагают горизонтально, вертикально и наклонно. Закрепление направляющих производится либо по всей длине, либо только на конечных участках.
По профилю вала линейные направляющие подразделяются

Цилиндрические рельсы (полированный вал ). Форма сечения – круг. Полированный вал является самой бюджетной и распространённой направляющей, лёгкой в обработке и установке: закрепляются лишь концы. Поверхность такого вала закалена, гладкость её практически идеальна, движение подшипниковых муфт по этой поверхности происходит с очень небольшим трением.
Однако там же, где достоинства, коренятся и недостатки: лёгкость крепления – это, в то же время, отсутствие жёсткой связи с рабочим столом и провисание в случае значительной длины и/или нагрузки.
Комплект «шариковый подшипник-полированный вал» отличается невысокой ценой. При этом у подвижных втулок небольшая грузоподъёмность . Как правило, имеется люфт , который увеличивается по мере эксплуатации. Срок службы при нормальных температурных условиях составляет 10000 часов, но при нагревании рабочей зоны значительно сокращается.

Имеет профилированные прямые углубления-борозды, дорожки качения, по всей длине, предназначенные для дополнительного закрепления перемещающихся по валу втулок с рабочими узлами станка. При этом люфт, по сравнению с полированным валом, значительно уменьшается и, ввиду более сложной технологии изготовления, возрастает цена таких направляющих.
Направляющие с плоскими рельсами прямоугольного сечения, как правило, профилированы шлицами под применяемые тела качения.
Так, шариковые профильные направляющие обеспечивают прецизионное перемещение , действительную прямолинейность , грузоподъёмность . У них низкий люфт . Они износоустойчивы . Их используют для комплектования робототехнических линий, в металлорежущих станках и прецизионной металлообработке

Вместе с тем, устанавливать такие рельсы достаточно сложно; высоки требования к прямолинейности и шероховатости. По стоимости, ввиду сложности производства, они гораздо менее доступны, чем полированные валы.
Роликовые профильные направляющие имеют плоские дорожки качения. В опорных модулях установлены ролики. Ещё грузоподъёмнее, жёстче и долговечнее, чем шариковые шлицевые. Используются во фрезерных станках с высокой нагрузкой.

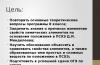
Призматическая направляющая ласточкин хвост
Призматические направляющие с рельсами треугольного сечения и направляющие «ласточкин хвост» с трапециевидным сечением применяют там, где нужны соединения повышенной жёсткости , например, в металлорежущих станках.
В частности, направляющие «ласточкин хвост»
выполняются со станиной как одно целое. Изготовление, а также ремонт «ласточкиных хвостов» — сложные процедуры, требующие больших трудозатрат. Вместе с тем, они обеспечивают высокоточное перемещение подвижных элементов
.
Технические характеристики
Благодаря своей конструкции, направляющие обеспечивают только одну степень свободы при перемещении по ним подвижного узла.
По «роду деятельности» они должны обладать высокой прочностью и износостойкостью.
Поэтому основными материалами для изготовления их опорных частей (валов и рельсов) являются:
серый чугун . Его используют при изготовлении направляющих, которые составляют одно целое со станиной.
Сталь. Её применяют для изготовления съёмно-накладных направляющих. Используют закалённые стали с высокой твёрдостью (60-64HRC), например, марки 40Х с закалкой ТВЧ.
Изготовление направляющих предусматривает такую их длину, которая обеспечивает полное покрытие станины либо наращивание до требуемых размеров.
Нормы точности при изготовлении направляющих стандартизованы и составляют 0,02мм допустимого отклонения при длине 1 метр .
Регламентируется также допустимая шероховатость поверхности и габаритные размеры в соответствии с рабочей нагрузкой.
В частности, на небольших станках, имеющих рабочее поле 30х40см диаметр направляющих должен составлять 2,5 см.
Площадь рабочего поля и твёрдость обрабатываемого материала определяют также необходимый класс направляющих. Так, при рабочей площади свыше 0,7м 2 с обработкой стальных заготовок потребуются только профильные рельсы. Более бюджетный вариант полированного вала в этом случае непригоден.
Для каждой конкретной области работ по разработанным алгоритмам проводится расчёт, определяющий оптимальный вариант параметров направляющих станка.
Чтобы уменьшить коэффициент трения, применяют пары скольжения «металл-пластик», причём пластиковыми насадками служат фторопласт, тефлон, торсайт и подобные материалы.
Для обеспечения плавности движения гидростатических и комбинированных направляющих используют специализированные «антискачковые» масла.
Установка
Правильная и точная установка направляющих станка с ЧПУ – залог его безотказной работы.
Поэтому перед началом этой операции удаляют все загрязнения с кромок и плоскости базовой установочной поверхности, которая должна иметь строго горизонтальное, выверенное уровнем, расположение.
Рассмотрим установку двухрельсовой направляющей .
Выбирают, согласно нанесённой на него маркировке, основной рельс.
Если основной рельс крепится к боковой кромке базовой поверхности , он осторожно помещается на опорную поверхность и временно закрепляется болтами в слегка прижатом к боковой кромке положении.
При этом метка на рельсе совмещается с боковой базовой поверхностью опоры. Крепёжные отверстия рельса не должны быть смещены относительно базовых.
Затем винты, фиксирующие рельс, затягиваются по порядку, чтобы рельс плотно прижался к боковой опорной поверхности.
Так устраняется смещение в горизонтальной плоскости.
После этого затягиваются установочные болты (вертикальные) по порядку, от середины к концам рельса. При этом необходимый крутящий момент затяжки определяется динамометрическим ключом.
Если основной рельс не имеет прижимных винтов , которые обеспечивают боковое крепление, его устанавливают с применением тисков .
Крепёжные болты затягивают временно, а затем, прижимая рельс небольшими тисками к базовой боковой кромке в тех местах, где находятся установочные болты, полностью затягивают эти болты с предписанным усилием, перемещаясь от одного конца рельса к другому.
В том случае, если базовая кромка со стороны основного рельса отсутствует , его выравнивание в горизонтальной плоскости осуществляют с помощью визирного уровня, цифрового индикатора или поверочной линейки.
После правильного монтажа основного рельса, параллельно ему устанавливают вспомогательный рельс .
При этом используют поверочную линейку . Она размещается параллельно основной направляющей; параллельность определяется цифровым индикатором. После того, как параллельность достигнута, закрепляют болты вспомогательного рельса окончательно.
Кроме того, применяют специальные направляющие линейки , а также выравнивание положения вспомогательного рельса с помощью кареток из комплекта рельсовых направляющих .
Чтобы установить каретки, на них помещают стол и временно закрепляют его рабочими болтами. Затем прижимают каретки со стороны основного рельса к боковой базовой поверхности стола фиксирующими болтами и устанавливают стол. После этого установочные болты на основной и вспомогательной стороне полностью затягиваются.
Если каретки используют для правильной установки вспомогательного рельса по основному, то стол помещают на каретки главного рельса, а вспомогательный временно закрепляют.
Установочные болты двух кареток на главном рельсе и одной из двух кареток на вспомогательном затягивают полностью.
Затем болты на вспомогательном рельсе полностью затягивают по порядку при временном закреплении второй каретки на вспомогательном рельсе.
При этом главный рельс служит ориентиром, а стол с каретками – индикатором параллельности.
Для обработки крупномерных заготовок направляющие наращиваются до нужной длины соединением нескольких секций . Предприятия-поставщики специально оговаривают такую возможность.
Секции для стыкового соединения маркируются таким образом, чтобы обеспечить последовательный их монтаж. При этом установочные болты располагаются ближе к концам соединяемых секций.
Секции по всей длине должны быть обеспечены опорой . Поэтому может потребоваться наращивание самой станины.
Секции наращивания проводятся через те же процедуры установки, что и основные.
Машинная обработка – одна из наиболее подробно и разнообразно оснащённых производственных отраслей. Для станков с программным управлением имеется широкий выбор комплектующих.
Правильный подбор оптимального конструктивного решения и отъюстированная установка направляющих станка с ЧПУ – надёжная гарантия качества металлообработки на этом станке.
Профильные линейные направляющие, своими руками сделанные или приобретенные - это роликовые или шариковые высокоточные подшипники качения, служащие в линейных перемещениях. Они обладают возможностью воспринимать силы, действующие в любых направлениях, исключая направление перемещения.
Виды линейных направляющих
Линейные направляющие бывают двух видов:
- с циркуляцией шариков;
- с циркуляцией роликов.
Роликовые исполняются в виде цилиндрических направляющих и направляющих с плоским сепаратором.

Все направляющие должны обладать главными свойствами:
- малым трением;
- высокой эффективностью;
- плавным линейным перемещением;
- способностью сохранять рабочие параметры.
Модули линейного перемещения
В последнее время в связи с развитием автоматизации большое значение приобрело применение модулей линейного перемещения, которые состоят из:
- прочного несущего профиля;
- точной направляющей системы;
- долговечного приводного механизма;
- серводвигателя с простым управлением.
В такой модульной составляющей находят свое применение направляющие как с подшипниками-шариками, так и с подшипниками-роликами. Рабочий привод осуществляется с помощью линейного двигателя, зубчатого ремня или шарикового винтового механизма.

Нашли свое применение и линейные столы, использующиеся при необходимости перемещения больших масс по осям. Благодаря габаритам, они воспринимают большие моментные нагрузки. В линейных столах используются:
- втулки линейного перемещения;
- направляющие с циркуляцией шариков.
Методика измерения точности
Если вы делаете линейные направляющие своими руками, вам нужно контролировать точность. Это делается довольно просто. На установленную базовую поверхность ставится рельс. В этом случае точность - выражение среднего значения показаний индикатора в центральной части измеряемой поверхности. Также точность линейных направляющих определяется измерением ширины и длины. При этом измеряется допуск на размер для каждого блока, что установлен на рельсе.
Жесткость и преднатяг
Во время работы профильные рельсовые направляющие подвергаются, ввиду приложенной нагрузки, воздействию упругой информации. Показания величины деформации зависят от типов элементов качения. Но так или иначе она становится меньшей, когда нагрузка увеличивается.

Для увеличения жесткости системы применяется преднатяг. Он уменьшает срок службы линейных направляющих, вызывая в них внутреннее напряжение, но при этом способен к поглощению деформирующих нагрузок при работе линейной направляющей в условиях сильной вибрации или ударной нагрузки. В связи с тем, что преднатяг вызывает упругую деформацию подшипников, они становятся зависимыми от негативного влияния ошибок при монтаже. Это говорит о том, что больше внимания следует обращать на точность обработки установочной поверхности.
Виды преднатяга:
- нормальный - применяется при наличии незначительных вибраций;
- легкий - используется при наличии легких вибраций и легком крутящем моменте;
- средний - применяется при ударных нагрузках и сильных вибрациях, а также при опрокидывающих нагрузках.
Монтаж рельсовых направляющих
Важно знать, что линейные рельсовые направляющие подвержены действию силы и момента. Для них должны определяться значения: допустимый статический момент и грузоподъемность, которые вычисляются при помощи формул. Рассчитывая номинальный ресурс шариковых и роликовых направляющих, надо использовать разные формулы.
При постоянной длине хода и частоте перемещений ресурс работы выражается через время. Обладая компактными монтажными размерами, профильные рельсовые направляющие имеют высокую грузоподъемность. Устанавливаемые в различных видах станков или в другом оборудовании, они монтируются двумя различными способами: в виде горизонтального рельса и способом боковой установки.
Так как комплектация осуществляется из двух параллельных рельсов, то расположение первого рельса исполняется на базовой стороне, а другого - на стороне регулируемой.
При работах с большими ударными нагрузками и вибрациями установка дополнительных боковых деталей - боковой прижимной пластины, установочных затяжных винтов, конического клина - способствует их устранению.
Установка же дополнительных прижимных деталей при работе с малой нагрузкой и небольшими скоростями перемещений не обязательна.
Линейные направляющие для станков ЧПУ
Что составляет систему линейных перемещений? Это комбинирование передачи и линейных направляющих.
Линейные направляющие для ЧПУ - это линейные подшипники, направляющие втулки, валы. Сами же направляющие должны решать три основные задачи:
- быть опорой для комплектования станка;
- при минимальном трении, с нужной точностью по заданной траектории обеспечивать движение деталей станка;
- принимать нагрузки, возникающие при рабочем процессе.
Линейные направляющие делятся в зависимости от способа крепления на станок. Это направляющие, осуществляющие полную поддержку - метод крепления к станине по всей длине направляющих, и частичную поддержку - метод концевого крепления.

Направляющие с полной поддержкой имеют большую грузоподъемность, в отличие от направляющих с частичной поддержкой. Иногда бывают варианты, когда по осям устанавливаются линейные направляющие - как с полной, так и с частичной фиксацией.
Представителями такой группы являются линейные цилиндрические направляющие. Они осуществляют возможность применения нескольких видов цилиндрических направляющих:
- направляющие полированные валы - является наиболее распространенным (высокая доступность, легкость в установке);
- шлицевые валы - высокая износостойкость и жесткость, способность принятия крутильных усилий с втулки. Используется при концевом монтаже направляющих;
- валы на опоре - это цилиндрические рельсы. Они используются в виде непосредственного крепления на станок.
Точность монтажной поверхности
Профильные рельсовые направляющие устанавливаются при помощи крепления на обработанную базовую поверхность. Метод крепления заключается в создании буртика на посадочной поверхности у становления по нему базовой поверхности или каретки. Исключение перекосов возможно при наличии канавки в углу самого буртика.

Существует прямая взаимосвязь между точностью поверхности рельса и точностью перемещения. От этого будет зависеть и точность всего оборудования. При этом точность обработанной монтажной поверхности обязательно соответствует заданной точности перемещения. Важно помнить, что нужно обязательно учитывать плоскостность блока, исключая при этом деформацию каретки.
Базовые поверхности
Чтобы обеспечить точную и более простую установку, необходимо создать базовые поверхности, которые должны располагаться на каретке и на рельсе с одной стороны.
При этом метка должна располагаться с противоположной стороны. Если достаточная точность не обеспечивается ввиду особенностей схемы монтажа, тогда осуществляется обработка базовых поверхностей и со второй стороны.
Защита от коррозии и смазка
Чтобы защитить направляющие от воздействия коррозии, их исполняют из Есть вариант с нанесением специального защитного покрытия. Его применение осуществляется при необходимости в высокой степени защиты от коррозии.

Готовые заводские направляющие смазываются пластичной смазкой, выполненной на основе литиевого мыла. После этого они могут использоваться по назначению. Различные условия работы потребуют нужной периодичности добавления смазки такого же типа.
Вам также будет интересно:
Обязательный минимум знаний
при подготовке к ОГЭ по химии
Периодическая система
Д.И....

Обыденные дела, вроде влажной уборки, часто являются частью снов, и нередко на такие...

Классический ромштекс – это кусок, вырезанный из толстого или тонкого края, филея или верха...

Лазанья с говядиной
– это очень вкусное блюдо, которое часто сравнивают с мясной...

Что такое чечевица?
Чечевица - это однолетнее культурное растение, которое принадлежит к...

